

WERKZEUGINDUSTRIE
Gleitschleifanlagen von OTEC stehen für eine umfassende und weitreichende Qualitäts- und Performance-Steigerung von Schneid-, Stanz-, Umform-, Biege- und Zerspanungswerkzeugen. Das bedeutet: Erhöhung von Standzeiten, gleichbleibende Qualität, Planbarkeit und maschinelle Bearbeitung zur Ablösung von kostenintensiven manuellen Tätigkeiten. Die maschinelle Bearbeitung von OTEC sorgt für höchste Effizienz und Qualitätssicherung, optimiert Ihre Prozesse und reduziert manuelle Aufwände.
Je nach Anforderung kommen Verrundungs-, Entgratungs-, Glättungs- oder Polierprozesse zum Einsatz. Eine definierte Schneidkantenverrundung erhöht unter anderem die Standzeit von Zerspanungswerkzeugen erheblich. Glättungsprozesse führen zu weniger Ausbrüchen und besserer Spanabfuhr, während Polierprozesse Ra-Werte bis 0,02 µm erzielen und die Korrosion an Werkzeugaufnahmen minimieren.
Download
Schneidkante
VERRUNDEN
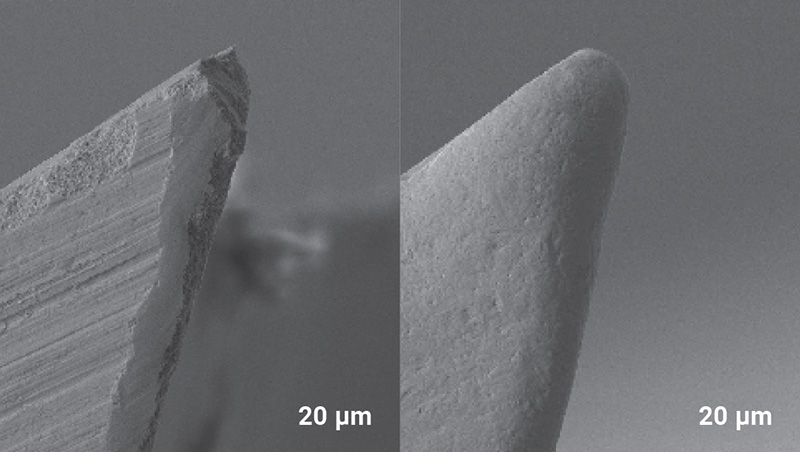
Durch gezielte Kantenverrundung von 5 - 100 µm wird die Schneidkante stabilisiert und die Schartigkeit reduziert. Dies führt zu einer verbesserten Oberflächenqualität und einer erhöhten Zerspanungsleistung. Die Standzeit der Werkzeuge kann bis zu 3,5-fach erhöht werden, während die Wärmeentwicklung und der Verschleiß verringert wird.
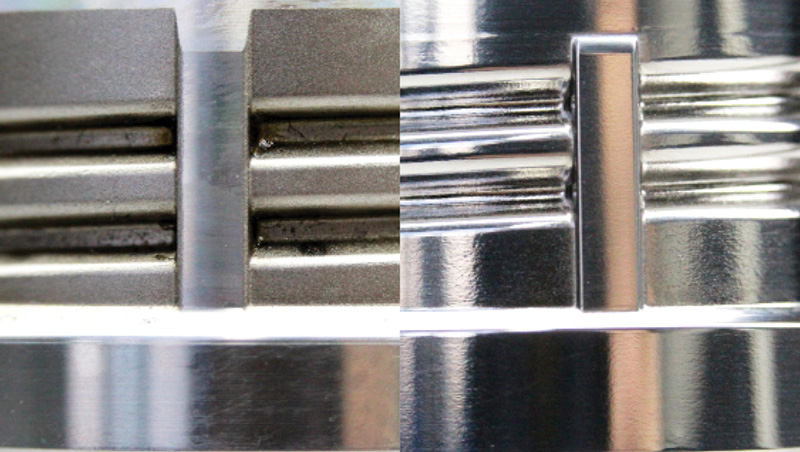
Politur
ZERSPANUNG

Die Politur der Spannut stabilisiert die Schneidkante und reduziert die Oberflächenrauheit. Dies verbessert die Spanabfuhr und verhindert Spanklemmen. Zudem werden Schneidkräfte gesenkt, was den Werkzeugverschleiß verringert und die Oberfläche des Bauteils optimiert.
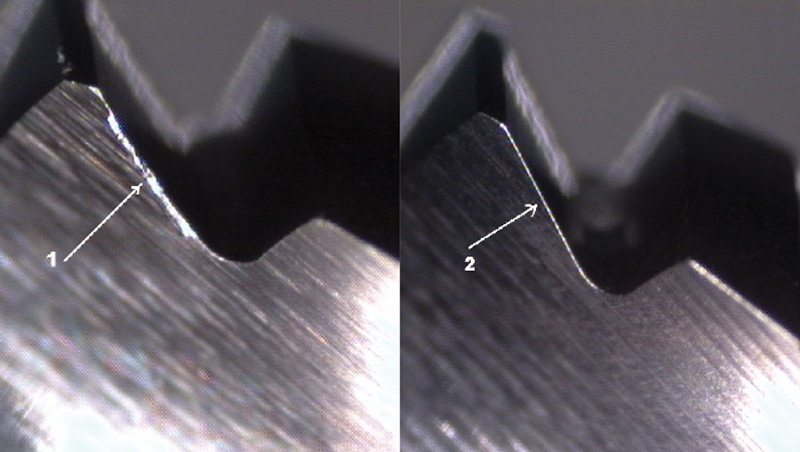
Gewindeformer
BEARBEITEN

Mit gezieltem Verrunden von Formkanten und einer Homogenisierung der Oberfläche werden Schleifzeiten reduziert und Umformkräfte um bis zu 60% gesenkt. Das Verfahren sorgt für eine gleichmäßige Kantenverrundung bei verschiedenen Geometrien und ermöglicht einen gezielten Abtrag an der Formkante.
Politur
STANZ-, TIEFZIEHWERKZEUGE

Polieren von Stanz- und Tiefziehwerkzeugen reduziert die Oberflächenrauheit und verbessert den Korrosionsschutz. Dies führt zu einer höheren Standzeit und einer besseren Optik, während Anhaftungen und Ablagerungen entfernt werden. Durch verringerte Reibung werden Materialaufschweißungen und Werkzeugverschleiß vermieden.
Politur
SPRITZGUSSWERKZEUGE
Die Politur von Spritzgusswerkzeugen sorgt für eine gute Entformbarkeit und verhindert das Haften von Materialrückständen. Dies reduziert die Notwendigkeit für manuelles Nachpolieren und stellt eine gleichbleibende Qualität durch reproduzierbare Prozesse sicher.
Beschichtungen
GLÄTTEN
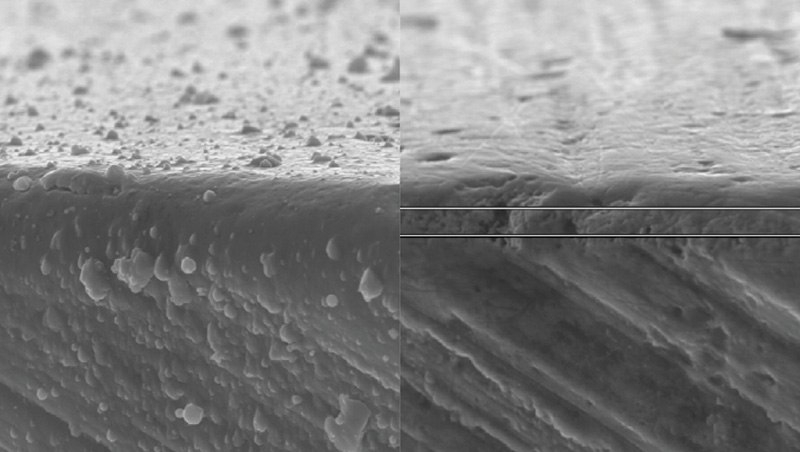
Durch das Glätten von Beschichtungen wird die Reibung reduziert und der Spanabfluss verbessert. Dies erhöht die Werkzeugperformance, verringert den Verschleiß und sorgt für eine bessere Spanabfuhr. Die Standzeit der Werkzeuge kann um das 3,5-fache verlängert werden.
Entgraten
Das Entgraten von Stahlteilen und HSS-Werkzeugen sorgt für definierte Kantenverrundungen und steigert die Performance des Werkzeugs. Es reduziert Unfallgefahren und sorgt für einen sicheren Sitz der Wendeschneidplatten. Zudem wird eine wertigere Teile-Haptik und eine verbesserte Schichthaftung erzielt.
UNSERE MASCHINENVIELFALT:
SCHLEPPFINISH-TECHNOLOGIE
MANUELL

STREAMFINISH-TECHNOLOGIE
MANUELL

STREAMFINISH-TECHNOLOGIE
MIT AUTOMATION



